

The biofertilizer fermentation tank is one of YUSHUNXIN’s hot-selling composting machines. It handles a wide range of organic waste, including livestock manure, municipal solid waste, sludge, industrial byproducts, and crop residues. With rapid high-temperature aerobic fermentation, it completes the harmless treatment process in just 7-15 days. YUSHUNXIN offers horizontal tanks (5–50 m³) and vertical fermenters (5–150 m³) to meet different capacity and space requirements. These tanks occupy less land, generate no pollution, and eliminate pests and pathogens efficiently. If you’re looking to turn organic waste into valuable biofertilizer, this fermenter is the ideal choice for livestock farms, eco-agriculture projects, and recycling operations. Feel free to contact us!
Wide Raw Material Compatibility of YUSHUNXIN’s Biofertilizer Fermentation Tank
YUSHUNXIN’s biofertilizer fermenters handle a wide range of organic waste. This makes them ideal for farms, biogas facilities, waste recycling stations, and composting projects. With high-temperature aerobic fermentation, the tank breaks down organic matter quickly and safely. Whether you’re composting manure or converting industrial waste, this tank ensures safe, efficient fermentation.

Each raw material ferments under controlled temperature, moisture, and oxygen levels. This compatibility helps you maximize resource use while meeting strict environmental standards. With flexible design and various capacities (5-150m³), it’s a one-stop solution for turning organic waste into valuable biofertilizer.
What Types of Biofertilizer Fermenters Does YUSHUNXIN Offer?
YUSHUNXIN offers three main types of biological fertilizer fermenters to meet different composting needs:
The horizontal fermenter
It is an ideal choice for rapid aerobic composting. The horizontal fermenter features automatic mixing and temperature control, ensuring even fermentation and efficient odor control. It is suitable for small to medium-scale farms.

Horizontal Fermentation Tanks

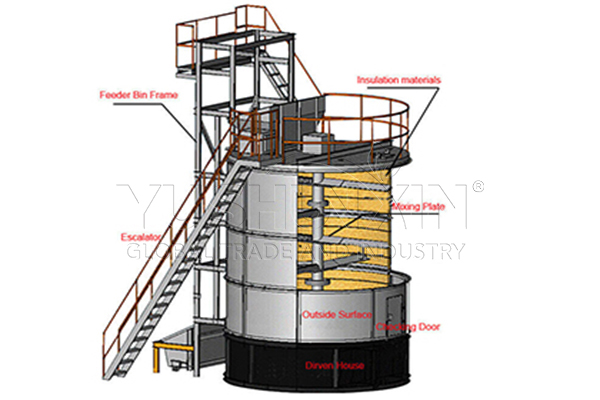
The vertical fermentation pot
Space-saving and fully enclosed. This fermenter handles larger volumes and maintains consistently high temperatures. It can dispose of 5-150 m³ of organic waste. It’s perfect for commercial biofertilizer production with limited land area.
Organic Vertical Fermentation Pot
Anaerobic Fermentation Tank
If you want to handle high-moisture organic materials, the anaerobic fermenter is a good choice. In a sealed oxygen-free environment, these tanks not only generate biogas for energy use, but also reduce odors and harmful pathogens during fermentation. This makes anaerobic fermentation a cost-effective and eco-friendly solution for waste treatment.


Keep Fermentation Conditions Stable and Controlled
YUSHUNXIN biofertilizer fermenter is designed with automatic temperature control from 45℃ to 75℃, which ensures stable high-temperature fermentation. The fermenter also has an online monitoring system to track temperature, pH, and dissolved oxygen in real time. Customers can check fermentation status at any time and adjust parameters if needed. With these advantages, the YUSHUNXIN fermentation equipment helps customers produce stable, nutrient-rich liquid biofertilizer that meets international safety and quality standards.
Choose the Right Fermenter Design for Efficient Production
It is benefical for you to pick a fermenter with automatic mixing, thermal insulation, and a sealed or ventilated top. Stainless steel tanks resist corrosion and clean easily. Good design improves fermentation speed, saves energy, and reduces manual labor. Match the fermenter to your material type and production scale. If you are not sure, welcome to consult YUSHUNXIN !

Clean Regularly and Select the Right Microbial Strains
Rinse and disinfect the tank after every use. This prevents contamination. Choose strains based on your soil, climate, and crops. Use proven options like Bacillus or Trichoderma. Custom blends work better if you target specific plant needs or market demands.
Content






























